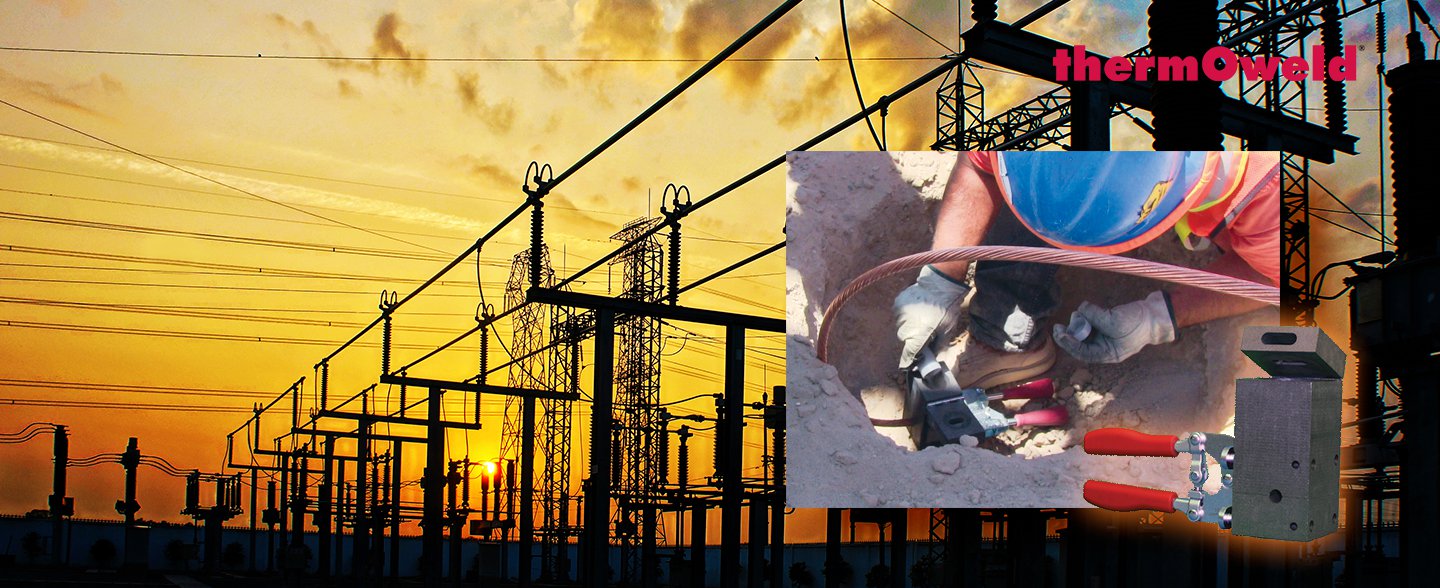
thermOweld®
Experience Our Evolution
Experience Our Evolution
t
hermOweld
®
Cathodic Protection
t
hermOweld
®
Cathodic Protection
t
hermOweld
®
Grounding
t
hermOweld
®
Grounding
t
hermOweld
®
Lightning Protection
t
hermOweld
®
Lightning Protection
OUR PRODUCTS
EXOTHERMIC
BROWSE PRODUCTS
GROUNDING
BROWSE PRODUCTS
LIGHTNING PROTECTION
BROWSE PRODUCTS
CATHODIC PROTECTION
BROWSE PRODUCTS
Mold Selection Wizard
Mold Cross Reference
FEATURED VIDEO
thermOweld's Exothermic Process
See All Videos
Market Applications
Cathodic Protection
Grounding & Power
Utility Market
OUR BRANDS
View All Brands